

Panier {{ (warenkorbCtrl.warenkorb.bestellNummer ? (' [' + warenkorbCtrl.warenkorb.bestellNummer + '] ') : '' )}} | {{warenkorbCtrl.warenkorb.items.length}} Articles Changer le panier
Remarque
| Image | Articles | Pces. | Prix à l’unité | Total | Total remise incluse | |
|---|---|---|---|---|---|---|
|
|
{{warenkorbItem.produktgruppe.produktname}}{{warenkorbItem.bezeichnung | artikelBezFilter:warenkorbItem.attributwertEingaben:[{attrPrefix: 'L_', searchPattern: '/...', replacePrefix: '/', replaceSuffix: ''}] }} {{warenkorbItem.bezeichnung | artikelBezFilter:warenkorbItem.attributwertEingaben}}
{{attributwertEingabe.attributBezeichnung}}
|
|||||
{{hannexItem.Benennung}}{{hannexItem.Bezeichnung}} |

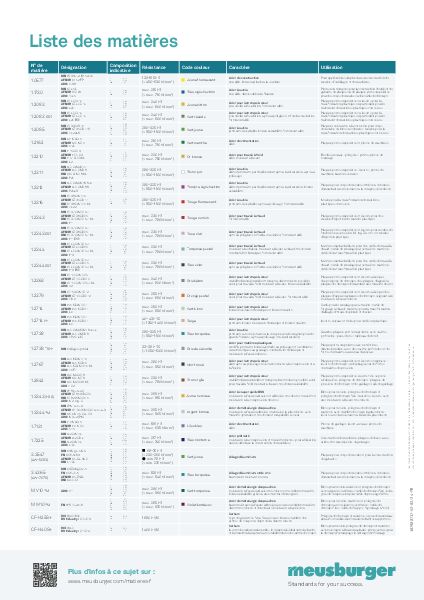
Notre gamme sélectionnée permet d’avoir la matière adéquate pour quasiment toute application.
1.3344 Powder metallurgical steel
Designation
| DIN: | PM 6-5-3 |
| AFNOR: | X 130 WMoCrV 6-5-4-3 |
| UNI: | W 6 Mo 5 Cr 4 V 3 |
| AISI: | M 3-2 (PM) |
Chemical composition:
| C | 1.25 |
| Si | 0.30 |
| Mn | 0.30 |
| Cr | 4.00 |
| Mo | 5.00 |
| V | 3.00 |
| W | 6.20 |
Strength:
max. 265 HB
(≈ max. 905 N/mm²)
Thermal conductivity at 100 °C:
24 W/m K
Character:
powder metallurgy high-speed steel with good machinability, high resistance to adhesive and abrasive wear, with optimal toughness due to the uniform and fine carbide structure, very good through hardenability and high dimensional stability
Application:
blocks for eroding, cutting punches and dies with particularly durable edges; inserts with highest wear resistance
Treatment by
highly suitable:
Mirror polishing, nitriding, EDM, coating
Heat treatment:
Soft annealing:
860 to 880 °C for about 2 to 5 hours
slow controlled cooling of 10 to 20 °C per hour to about 600 °C; further cooling in air, max. 260 HB
Hardening:
— 1180 °C
--- 1150 °C
-·-· 1100 °C
curing temperature: see tempering chart
quenching in oil/compressed gas/air/hot bath
obtainable hardness: 64−66 HRC
Tempering:
Slow heating to tempering temperature (in order to avoid formation of cracks) immediately after hardening;
tempering three times is recommended
Annealing graph:

Technical tip
- excellent for PVD and CVD coating; highest dimensional stability because the steel was tempered at more than 520 °C.
Available in the web shop as:
 NE-Blocks for eroding
NE-Blocks for erodingData sheet 1.3344 PM (PM23)
Fiche produit matières

Poster matières
Entreprise
Meusburger Georg GmbH & Co KG
Kesselstr. 42
6960 Wolfurt | Austria
+43 5574 6706
office@meusburger.com
@ 2024 Meusburger
Newsletter
Réseaux sociaux
![]()
![]()
![]()
![]()
![]()
 © 2024 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2024 by Meusburger Georg GmbH & Co KG | All rights reserved






 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Österreich [DE]
Österreich [DE]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]