

V důsledku kluzného tření mezi razníkem a plechovým pásem se při ohýbání často dosahuje nedostatečné kvality povrchu. V důsledku toho je nutné provádět přídavné kroky obrábění, čímž se prodlužuje doba výroby a zvyšují náklady.


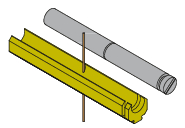
U ohýbací jednotky E 5690 dochází mezi ohýbací jednotkou a pásem plechu k valivému tření, což vede k výrazně lepší kvalitě povrchu v oblasti ohybu. Velmi dobře lze tvarovat dokonce i měkké, povlakované a lakované materiály. Další výhodou je volně uložený váleček, který umožňuje neomezený zdvih.
Ohýbací jednotka je k okamžitému dodání ze skladu v průměrech 3–10 mm a v délkách 25–100 mm, přičemž délku lze snadno zkrátit na požadovaný rozměr použitím drátové elektroeroze. Ohýbací jednotku lze dokonale kombinovat s ohýbací vložkou E 5692.
Ohýbací jednotka E 5690 v praxi
Při použití ohýbací jednotky odpadne dodatečné leštění.

Vlevo: Výrobek ohýbaný pomocí ohýbací jednotky
Vpravo: Výrobek ohýbaný konvenčním způsobem

Vlevo: Výrobek ohýbaný pomocí ohýbací jednotky
Vpravo: Výrobek ohýbaný konvenčním způsobem
OHÝBACÍ JEDNOTKA E 5690

- Nejvyšší kvalita povrchu v oblasti ohybu dosažená valivým třením snižuje nutnost provádět následné výrobní operace a umožňuje vyšší rychlosti zdvihu
- Velmi dobrá tvarovatelnost měkkých a lakovaných materiálů a materiálů s povlakem
- Umožňuje opravu opotřebovaných ohybníků
OHÝBACÍ VLOŽKA E 5692

- Montáž kalené ohýbací vložky umožňuje používat levné nosné materiály
- Vhodné k testování nových povlaků, protože se musí napovlakovat pouze vložka
- Levná oprava, protože se vyměňuje pouze ohýbací vložka
MONTÁŽ
NULOVÝ BOD CAD

CAD: Nulový bod CAD
EP: Rohový bod
UMÍSTĚNÍ OHÝBACÍ JEDNOTKY V RAZNÍKU

Nulový bod CAD ohýbací jednotky umístěte na rohový bod.
DRÁTOVÁ ELEKTROEROZE KONTURY

Proveďte erozi kontury do razníku (tolerance G7).
ZKRÁCENÍ OHÝBACÍ JEDNOTKY
Ohýbací jednotku zkraťte drátovou elektroerozí na potřebnou délku (váleček a držák samostatně).
Montáž přidržovací svorky
VLEPENÍ OHÝBACÍ JEDNOTKY

Ohýbací jednotku přilepte použitím VBA 2M43.
Dbejte, aby byla přidržovací svorka zcela obklopena razníkem, jinak může dojít k její ztrátě.
ČASTÉ OTÁZKY
Jak zjistím, jakou velikost mám použít?
Zvolte velikost, která se co nejvíc přibližuje poloměru ohybu originálního nástroje. Dále zvolte délku ohýbací jednotky nebo ohýbací vložky a podle potřeby je zkraťte. Dbejte, aby přidržovací svorka zůstala v ohýbací jednotce.
Je nutné váleček namazat?
Mazání je volitelné. Zkušenosti ukázaly, že po přechodu z kluzného tření na tření valivé je použití mazání následujícím optimálním krokem k dalšímu snížení tření. To je však třeba zvážit jak z hlediska času a pracovního úsilí potřebného k mazání, tak i z hlediska životního prostředí.
Jak mohu opravit poškozený nástroj s těmito vložkami?
K poškození dochází nejčastěji v oblasti ohybu nástroje. Vzhledem k tomu, že se jedná o oblast nástroje, kterou lze vyměnit za ohýbací jednotku a ohýbací vložku, nezáleží na tom, zda je při montáži zánovní, nebo opotřebovaná.
 © 2024 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2024 by Meusburger Georg GmbH & Co KG | All rights reserved





 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Österreich [DE]
Österreich [DE]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]