

Warenkorb {{ (warenkorbCtrl.warenkorb.bestellNummer ? (' [' + warenkorbCtrl.warenkorb.bestellNummer + '] ') : '' )}} | {{warenkorbCtrl.warenkorb.items.length}} Artikel Warenkorb wechseln
Bemerkung
| Bild | Artikel | Stk | Einzelpreis | Gesamtpreis | Gesamtpreis inkl. Rabatt | |
|---|---|---|---|---|---|---|
|
|
{{warenkorbItem.produktgruppe.produktname}}{{warenkorbItem.bezeichnung | artikelBezFilter:warenkorbItem.attributwertEingaben:[{attrPrefix: 'L_', searchPattern: '/...', replacePrefix: '/', replaceSuffix: ''}] }} {{warenkorbItem.bezeichnung | artikelBezFilter:warenkorbItem.attributwertEingaben}}
{{attributwertEingabe.attributBezeichnung}}
|
|||||
{{hannexItem.Benennung}}{{hannexItem.Bezeichnung}} |

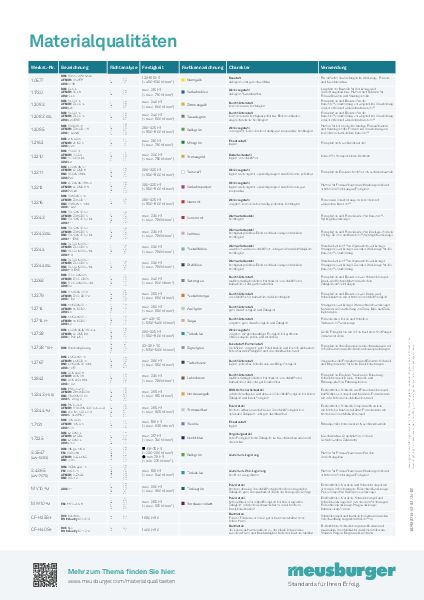
Unser ausgewähltes Sortiment ermöglicht für nahezu jeden Anwendungsfall das passende Material.
M W10 PM PULVERSTAHL
Bezeichnung nach
EN: HS 10-2-5-8
Richtanalyse:
| C | 1.6 |
| Cr | 4.8 |
| Mo | 2.0 |
| V | 5.0 |
| W | 10.5 |
| Co | 8.0 |
Festigkeit:
max. 285 HB
(≈ max. 970 N/mm²)
Wärmeleitfähigkeit bei 100 °C:
26 W/m K
Charakter:
Pulvermetallurgisch hergestellter Schnellarbeitsstahl mit höchsterDruckbelastbarkeit hohe adhäsive Verschleißfestigkeit bei hervorragenderZähigkeit, sehr hohe Gebrauchshärte möglich
Verwendung:
Erodierblöcke, Matrizen, Schneidstempel und Schneidwerkzeuge für extrem hoheAnforderungen, Feinschneidwerkzeuge, Prägewerkzeuge, Kaltmassivumformen
Bearbeitung durch
Polieren:
beste metallurgische Eigenschaften zum Hochglanzpolieren
Nitrieren:
sehr gut nitrierbar
Erodieren:
sehr gut geeignet
Beschichten:
sehr gut geeignet
Wärmebehandlung:
Weichglühen:
870 bis 900°C ca. 2 bis 5 Stunden
geregelte langsame Ofenabkühlung mit 10 bis 12°C pro Stunde bis ca. 550°C,
weitere Abkühlung in Luft, max. 300 HB
Härten:
Härtetemperatur: siehe Anlassschaubild
Abschrecken in Öl/Druckgas/Luft/Warmbad
erzielbare Härte: 68 HRC
Anlassen:
langsames Erwärmen (Vermeidung von Rissen) auf Anlasstemperatur unmittelbar
nach dem Härten;
Anlasstemperatur min. 1 Stunde halten
viermaliges Anlassen wird empfohlen, dazwischen jeweils abkühlen auf
Raumtemperatur
Anlassschaubild:

Technik Tipp:
- Sehr hohe Warmhärte aufgrund des hohen Kobalt-Gehaltes
- Sehr gut für PVD- und CVD-Beschichtungengeeignet, ohne Gefahr von Maßänderungen, dader Stahl bei über 520°C angelassen wird
Im Webshop verfügbar als:
 NE-Erodierblöcke
NE-ErodierblöckeDatenblatt M W10 PM
Materialqualitäten Prospekt

Materialqualitäten Poster
Unternehmen
Meusburger Georg GmbH & Co KG
Kesselstr. 42
6960 Wolfurt | Austria
+43 5574 6706
office@meusburger.com
@ 2024 Meusburger
Newsletter
Social Media
![]()
![]()
![]()
![]()
![]()
 © 2024 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2024 by Meusburger Georg GmbH & Co KG | All rights reserved






 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Österreich [DE]
Österreich [DE]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]